Dongguan Nice Machine Building Co.,Ltd.
 |  | |
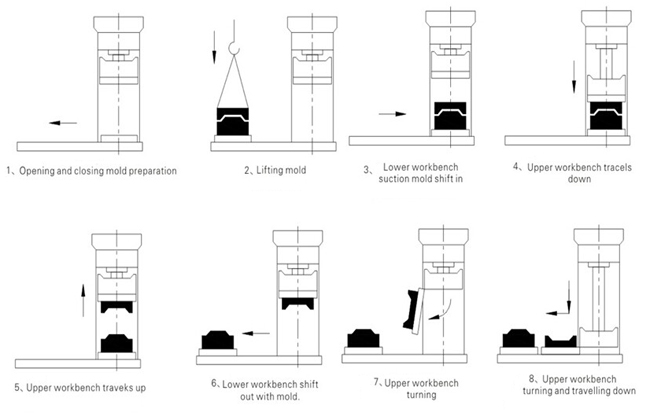
| 1. Flyt ud den nederste arbejder bænk og løft formen og placer den i midten af den nederste arbejder bænken (som vist i den rigtige diagrammet). | 2. Flyt den nederste arbejder bænken tilbage til rack (som vist i den rigtige diagrammet). | |
 |  | |
| 3. Sænk slæden platformen og den øvre arbejder bænken til den øvre overflade af formen og bruge klemmen (magnetisering er kun behov for magnetisk type) at fastsætte øvre og tælleren matrice ved den øvre arbejde bænk og sænke arbejder bænk henholdsvis (som vist i højre diagram). | 4. Hæv slide platform og øvre arbejde bænk og åbne formen (som vist i den rigtige diagrammet). 4. Hæv slide platform og øvre arbejde bænk og åbne formen (som vist i den rigtige diagrammet). | |
 |  | |
| 5. Flyt den nederste arbejder bænk ud og røde bly kan være på dette tidspunkt (som vist i den rigtige diagrammet). | 6. Gå tilbage formen med forberedt røde ledning til rack, sænk den øverste arbejde bænk. Øge trykket ifølge det valgte tryk efter lukning af formen. To gange af tryksætning er egnet generelt (som vist i højre diagram). | |
 |  | |
| 7. Efter tryksætning er afsluttet, den øvre arbejder bænken stiger og den nedre arbejder bænk bevæger sig ud (som vist i højre diagram). | 8. Når glideplatformen og nedre arbejder bænk bevæge sig nedad, den øverste arbejder bænken kan drejes 180 °. De øverste die opgangstider. Mold kan repareres efter placeringen af blymønje. Gentage ovenstående fremgangsmåde, indtil formen er repareret (som vist i højre diagram). | |
| ||
| 9. Efter formen er repareret, flytte den til rack og sænk den øverste platform. Efter svag tryksætning, afmontere skruen af formen (demagnetization skal udføres for den magnetiske type). Den øverste platform stiger og den nederste platform bevæger sig ud. Løft formen væk (som vist i højre diagram). | ||







