Dongguan Nice Machine Building Co.,Ltd.
 |  | |
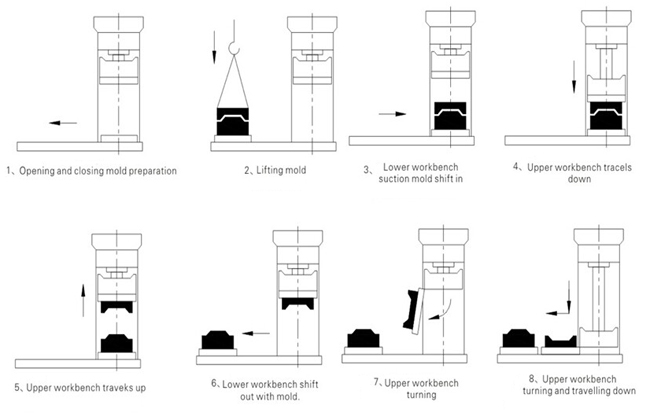
| 1. حرکت نیمکت پایین کار و بلند کردن قالب و محل آن را در مرکز نیمکت کار پایین تر (همانطور که در نمودار نشان داده شده است). | 2. حرکت نیمکت پایین کار به دندانه دار کردن (همانطور که در نمودار نشان داده شده است). | |
 |  | |
| 3. پایین پلت فرم اسلاید و نیمکت کار بالا به سطح بالایی از قالب و استفاده از گیره (مغناطیسی است که تنها برای نوع مغناطیسی نیاز) برای رفع مرد بالا و در مقابله با نیمکت کار بالا و پایین نیمکت کار بود (همانطور که در نشان داده شده است نمودار سمت راست). | 4. بالا بردن پلت فرم اسلاید و نیمکت کار بالا و باز کردن قالب (همانطور که در نمودار نشان داده شده است). 4. بالا بردن پلت فرم اسلاید و نیمکت کار بالا و باز کردن قالب (همانطور که در نمودار نشان داده شده است). | |
 |  | |
| 5. انتقال نیمکت کار کمتر و سرب قرمز ممکن است در این لحظه باشد (همانطور که در نمودار نشان داده شده است). | 6. حرکت به عقب قالب با سرب قرمز آماده به دندانه دار کردن، کاهش نیمکت کار بالا. با توجه به فشار انتخاب پس از بسته شدن قالب افزایش فشار. دو بار از فشار مناسب است به طور کلی (همانطور که در نمودار نشان داده شده است). | |
 |  | |
| 7. پس از فشار به اتمام است، نیمکت کار بالا افزایش می یابد و روی نیمکت پایین حرکت می کند کار کردن (همانطور که در نمودار نشان داده شده است). | 8. هنگامی که پلت فرم کشویی و نیمکت کار پایین تر حرکت رو به پایین، نیمکت کار بالا می چرخد 180 درجه. upturns مرگ بالا. قالب را می توان با توجه به محل از سرب قرمز تعمیر. تکرار این عملیات فوق را تا قالب را تعمیر کرده است (همانطور که در نمودار نشان داده شده است). | |
| ||
| 9. پس از قالب را تعمیر کرده است، این حرکت را به دندانه دار کردن و کاهش پلت فرم بالا. پس از فشار اندک، از بین بردن پیچهای از قالب (مغناطیس زدایی باید برای نوع مغناطیسی انجام). پلت فرم بالا افزایش می یابد و پلت فرم پایین حرکت می کند است. بلند قالب دور (همانطور که در نمودار نشان داده شده است). | ||







