Dongguan Nice Machine Building Co.,Ltd.
 |  | |
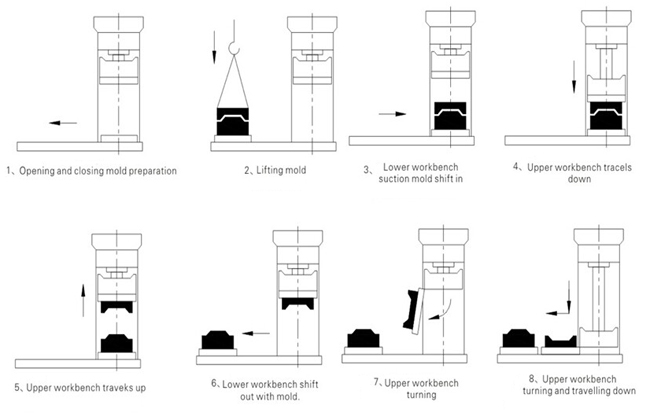
| 1. Pindahkan keluar bangku kerja lebih rendah dan mengangkat cetakan dan menempatkannya di tengah bangku kerja lebih rendah (seperti yang ditunjukkan dalam diagram kanan). | 2. Pindahkan bangku bekerja lebih rendah kembali ke rak (seperti yang ditunjukkan dalam diagram kanan). | |
 |  | |
| 3. Turunkan platform slide dan bangku bekerja atas ke permukaan atas cetakan dan menggunakan penjepit (magnetizing hanya perlu untuk jenis magnetik) untuk memperbaiki mati atas dan counter di bangku bekerja atas dan bawah bangku bekerja masing-masing (seperti yang ditunjukkan pada diagram kanan). | 4. Angkat platform slide dan bangku bekerja atas dan membuka cetakan (Seperti ditunjukkan dalam diagram kanan). 4. Angkat platform slide dan bangku bekerja atas dan membuka cetakan (Seperti ditunjukkan dalam diagram kanan). | |
 |  | |
| 5. Pindahkan bangku bekerja lebih rendah dan timbal merah mungkin pada saat ini (seperti yang ditunjukkan dalam diagram kanan). | 6. Pindah kembali cetakan dengan ujung merah siap untuk rak, menurunkan bangku bekerja atas. Meningkatkan tekanan sesuai dengan tekanan yang dipilih setelah menutup cetakan. Dua kali dari tekanan udara cocok umumnya (seperti yang ditunjukkan dalam diagram kanan). | |
 |  | |
| 7. Setelah bertekanan selesai, bangku bekerja atas naik dan bangku kerja lebih rendah bergerak keluar (seperti yang ditunjukkan dalam diagram kanan). | 8. Ketika platform geser dan bangku kerja lebih rendah bergerak ke bawah, bangku bekerja atas berputar 180 °. The upturns mati atas. Cetakan dapat diperbaiki sesuai dengan lokasi timbal merah. Ulangi operasi di atas sampai cetakan diperbaiki (seperti yang ditunjukkan dalam diagram kanan). | |
| ||
| 9. Setelah cetakan diperbaiki, memindahkannya ke rak dan menurunkan platform atas. Setelah sedikit bertekanan, membongkar sekrup penetapan cetakan (demagnetisasi harus dilakukan untuk jenis magnetik). Platform atas naik dan platform yang lebih rendah bergerak keluar. Angkat cetakan pergi (seperti yang ditunjukkan dalam diagram kanan). | ||







