Dongguan Nice Machine Building Co.,Ltd.
 |  | |
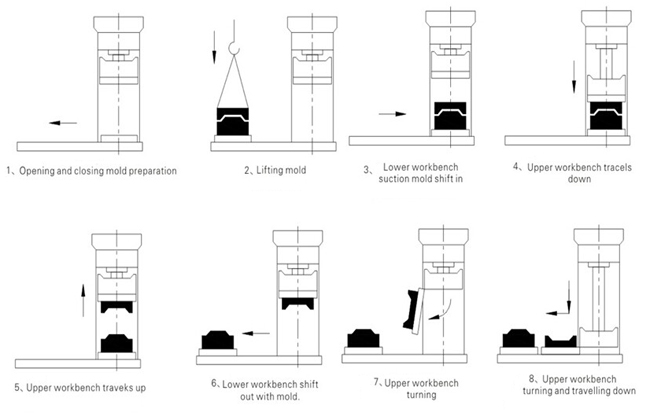
| 1.下の作業台を移動し、金型を持ち上げて(右図のように)低い作業台の中央に配置します。 | (右図のように)2.ラックに戻し低い作業台を移動します。 | |
 |  | |
| 3.金型の上面にスライドプラットフォームと上作業台下限とに示すように(それぞれ、上部作業台と低い作業台に上方およびカウンタダイを固定すること(磁化のみ磁気式のために必要とされている)、クランプを使用右図)。 | 4.スライドプラットフォームと上作業台を上げて(右図に示すように)金型を開きます。 4.スライドプラットフォームと上作業台を上げて(右図に示すように)金型を開きます。 | |
 |  | |
| 5.下の作業台を移動し、鉛丹(右図のように)この瞬間にあってもよいです。 | 6.上部の作業台を下げ、ラックに準備された赤のリードを有する型をバックに移動します。金型を閉じた後に選択された圧力に応じて圧力を上げます。 (右図に示すように)加圧の2倍は、一般的に好適です。 | |
 |  | |
| 前記加圧が完了した後、上部作業台が上昇すると(右図に示すように)下側の作業台が出て移動します。 | 8.スライドプラットフォームと下作業台は下方に移動すると、上側の作業台は180°回転します。上型反転上昇。金型は、鉛丹の位置に応じて修復することができます。 (右図のように)金型が修復されるまで上記の操作を繰り返します。 | |
| ||
| 9.金型が修復された後、ラックに移動し、上部のプラットフォームを下げます。わずかな加圧の後、金型の固定ネジ(消磁磁気タイプのために行われるべきである)を解体。上部のプラットフォームが上昇し、下側のプラットフォームは、外に移動します。 (右図のように)離れて金型を持ち上げます。 | ||







