Dongguan Nice Machine Building Co.,Ltd.
 |  | |
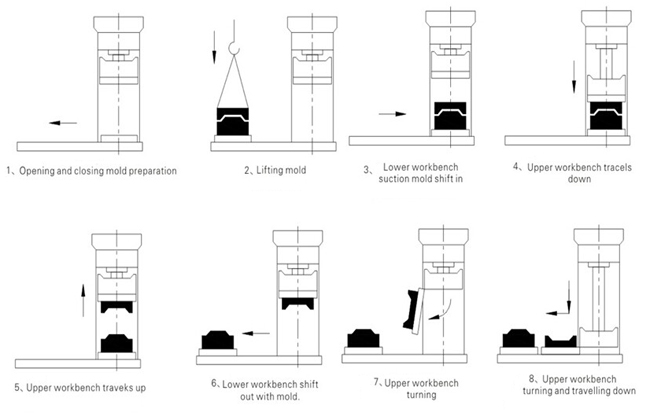
| 1. 하단 작업 벤치를 이동하고 금형을 들어 올려 (오른쪽 그림과 같이) 낮은 작업 벤치의 중심에 배치합니다. | (오른쪽 그림과 같이) 2. 랙에 허리 작업 벤치를 이동합니다. | |
 |  | |
| 3. 낮은 슬라이드 플랫폼 및 주형의 상면에 상부 작업 벤치 상부 작업 벤치 상부 및 카운터 다이를 수정하고 도시 된 바와 같이 (각각 벤치 작업 저하 (자화 만 자기 형 필요한 경우) 클램프를 사용 오른쪽 그림). | 4. 슬라이드 플랫폼 상부 작업 벤치를 올리고 (오른쪽 그림에서와 같이) 금형을 엽니 다. 4. 슬라이드 플랫폼 상부 작업 벤치를 올리고 (오른쪽 그림에서와 같이) 금형을 엽니 다. | |
 |  | |
| 5. 하단 작업 벤치를 이동하고 (오른쪽 그림과 같이) 적색 리드는이 순간에 할 수있다. | 6. 상단 작업 벤치를 내려 랙에 준비된 빨간색 리드 금형을 다시 이동합니다. 금형을 닫은 후 선택 압력에 따라 압력을 높입니다. (우측 도면에 도시 된 바와 같이) 가압의 두 배는 일반적으로 적합하다. | |
 |  | |
| 가압이 완료된 후 7. 상부 작업 벤치는 상승하고 (오른쪽 그림과 같이) 하부 작업 벤치 밖으로 이동한다. | 슬라이딩 플랫폼과 낮은 작업 벤치가 아래쪽으로 이동하면 8. 위 작업 벤치는 180 ° 회전합니다. 상부 다이 뒤집는. 몰드는 적색 리드의 위치에 따라 복구 될 수있다. (오른쪽 그림과 같이) 성형이 수리 될 때까지 상기 동작을 반복한다. | |
| ||
| 금형 수리 (9) 후, 랙으로 이동하고 상부 플랫폼을 내립니다. 약간 가압 한 후, 주형의 고정 나사 (감자 자기 타입에 대해 수행되어야한다)을 분해. 상단 플랫폼은 상승과 하부 플랫폼은 밖으로 이동합니다. (오른쪽 그림과 같이) 멀리 금형을 들어 올립니다. | ||







